-
Xでシェア
-
Facebookでシェア
-
LINEでシェア
-
LinkedInでシェア
-
記事をクリップ
-
記事を印刷
製造業での競争が世界的規模で激しさを増すなかで、米国のマネジャーは"技術で彼らを叩きつぶすか、さもなければ撤退してどこかに移動するか"という新しいスローガンを採用して、激をとばしている。事実、1975年以来、情報集約的な加工組立技術のブームが起きている。しかし、米国のマネジャーがこうした技術をどのように使いこなしているかを詳細に観察すれば、このスローガンは、たちまちのうちに色あせたものになってしまう。確かにマネジャーたちは、フレキシブル・オートメーション用のハードウェアを購入している――しかし、その使い方は、まことにお粗末である。日本との競争ギャップは縮まるどころか、自動化技術によって、そのギャップは、さらに拡大している。
米国で導入されているフレキシブル・マニュファクチャリング・システム(FMS)は、ほとんど例外なくフレキシビリティーを欠いている。多くの場合、フレキシブル・マニュファクチャリング・システムにおきかえられた在来技術よりも悪い結果になっている。技術そのものが悪いのではなく、経営管理のしかたが問題なのである。日本のシステムと比較した場合、米国の工場のシステムでは、扱う部品の種類がケタ違いに少ない。そのうえ、米国のシステムは、どの操業時間帯でも無人運転ができないし、工場の他の部分と一体化して動くということもない。また信頼性も大きくない。優れたシステムであっても、せいぜい凡庸さの荒野における1点のオアシスのごときものである。
以上の状況が不当に厳しい見方によるものではないことを示すために、表1に要約されている事実を検討してみよう。私は1984年に、米国のフレキシブル・マニュファクチャリング・システム35件と日本のFMS60件についての集中的な調査を実施した。このサンプルは、日米両国で導入されているシステムの半分以上になる。生産品種――大型構造物やクランクケース等々――は、大きさと複雑さの点で比較可能なものとし、切削時間や工具数、部品精度も類似したものとした。米国のシステムの平均機械台数は7台であり、日本の場合は6台である。
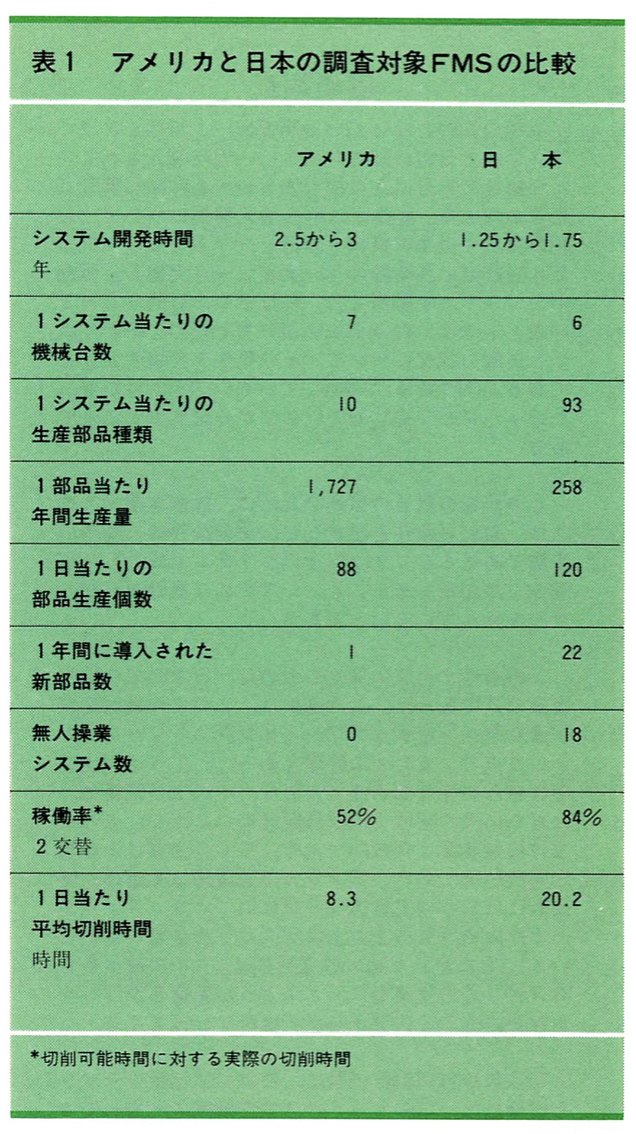
類似しているのは、以上の点だけである。米国のFMSでつくられる平均部品点数は10であるのに対して、日本では平均93点と約10倍になっている。米国の7システムは、わずか3部品をつくっているだけである。米国企業はFMSの使い方を間違っている――つまり、多品種の部品を低い単位当たりコストで生産するのではなく、少品種の部品を大量につくることを目的としていたのである。したがって1部品当たりの年間生産量は、米国の1727に対して日本ではわずか258であった。さらに米国のシステム導入は、新製品導入の機会としても生かされていない。米国のシステムの新部品1点に対して日本の新部品導入点数は22である。この数字は金属加工業の数字であるが、基幹的な金属加工業において日本が製造技術を有効に活用しているのに対して、米国はその逆である。
私は、FMSを導入した企業の経験を数年間にわたって研究してきた(この研究の詳細については"基礎調査"の欄を参照)。その目的は、生産における情報集約的な技術のもっとも高度な形を観察することであった。フレキシブル・システムは、工場のミニチュアが動いているのに似ている。現在、コンピュータ統合生産(CIM)が世界で生産優位性を握るための戦場となりつつあるが、フレキシブル・システムは、このCIMを研究するための自然の実験室である。
この戦争は続いているが、米国の形勢は不利である。新しい自動化技術を使って競争優位性を確保する方法について早急に解答を出さないと、米国は完全に敗北してしまうかもしれない。これは、さらに設備投資をすることを意味してはいない。今日の生産環境においては、設備をいかに使うかが重要な問題である。成功は、組織的な学習と実験を通じて継続的な工程改善を達成することによって得られる。
基礎調査
本稿の基礎となっている調査は、3年間をかけて、アメリカと日本の95のFMS――当時導入されていたFMSの半分以上に相当する――を詳細に調査したものである。私は、これら導入事例について、公刊の資料や企業の資料を分析し、マネジャーやシステム設計者に長時間のインタビューを実施し、稼動中のシステムを観察した。私は2つの目的をもっていた。1つは、システムの使い方と能力、そして成功と失敗の状況について、その概要を把握することである。2つめは、成功しているシステムはなぜ、どのようにして成功しているのかを理解することである。
この研究の第2の目的のために、対象を選ぶときには、厳しい条件を設定した。その条件は、同一の産業であること、2つ以上のシステムで成功した経験をもつ企業であること、システムは複数のFMSセルを含んでいることである。
この条件すべてに適合したのは、日本の工作機械産業だけであった。私の選択は、この工作機械産業が資本財を生産するマザー・インダストリーであるという点で、まことに好運であった。工作機械生産者は自らの生産物を使っており、その工程革新は、ただちに他の領域での製品開発につながる。さらに、工作機械産業は分散的であり、多くの企業は小規模で同族所有である。アメリカの金属加工産業は、構造的には日本の工作機械産業に似ている(アメリカの生産高の3分の2以上は50人以下の企業が占めている)。したがって私の調査結果は、この技術が多くのアメリカの生産者に、どのような影響を及ぼしうるかということにダイレクトにかかわってくる。
1972年から1984年の間に、日本では23社がFMSを構築した。このうち6社は工作機械メーカーではなく、目的は社内利用である。残り17社は工作機械メーカーで、うち16社は社内利用のために、9社は他社用に構築し、8社はそれぞれ2つ以上のシステムを販売していた。私は、このうち7社を訪問したが、このなかには完全自動化工場をもつ3社が含まれている。また22システムの稼動状況を詳細に調査した。
技術的リーダーシップ
表1に示した調査対象FMS導入事例は、すでに述べたようにいずれも技術的に類似している。各システムは類似の機械で構成され、加工タイプも類似している。結果の相違は、基盤となる機械の導入程度と労働者の知識力、経営管理者の能力に起因している。こうした領域いずれにおいても、日本は米国に対して、はるかに優っている。
最近5年間において、日本は自動化に米国の倍の力を注いでいる。この期間に日本で導入された工作機械の55%は、FMSの中核となるコンピュータ数値制御(CNC)機械である。米国の数字は、わずか18%にすぎない。1975年以降に世界中で導入されたCNC工作機械のうち、40%以上は日本が占めている。さらに注目すべきことは、日本におけるCNC機械の3分の2以上が中小企業で導入されていることである。
この技術を企業がどれだけ使っているかを数えるだけでは十分ではない。この増加する情報集約的製造工程の心臓部をなすのはソフトウェア開発であり、したがって従業員の技術的知識力が重要な要因となる。私が研究した日本企業では、労働者の40%以上が大学卒のエンジニアで構成されており、さらに全労働者がCNC機械の使い方の訓練を受けている。これに対して米国企業では、労働者のわずか8%がエンジニアであり、CNC機械の訓練を受けているのは25%以下である。




